
熱門(mén)產(chǎn)品
MORE




碳鋼封頭焊接注意事項(xiàng)
2018-01-19 16:30:44
焊接工藝碳鋼封頭經(jīng)過(guò)工藝評(píng)定達(dá)到合格,而且在焊接操作過(guò)程中嚴(yán)格執(zhí)行工藝要求。
根據(jù)壓力容器和大型部件的焊接條件和焊接量,預(yù)先分析焊接將要產(chǎn)生的變形大小和形態(tài),有針對(duì)性地制定的控制措施:
(1)對(duì)多焊道的大型壓力容器,例如球形容器,應(yīng)先組裝聯(lián)結(jié)成整體后再進(jìn)行焊接,焊接應(yīng)對(duì)稱(chēng)進(jìn)行,并要遵守規(guī)定的焊接順序。
(2)對(duì)多焊道的大型部件,如瓜瓣式組合封頭和由瓣片組合的殼體過(guò)渡段,除執(zhí)行上述要求外,還應(yīng)在施焊場(chǎng)地設(shè)口形固定卡具。
(3)較長(zhǎng)且分多節(jié)組焊的壓力容器,其筒節(jié)下料時(shí)尺寸要適當(dāng)放出焊接收縮量,以避免出現(xiàn)焊后殼體縮短現(xiàn)象。
(4)對(duì)壓力容器,特別對(duì)結(jié)構(gòu)復(fù)雜的壓力容器的組焊,要采取合理的組裝順序和焊接防變形措施,其制造中不變形。
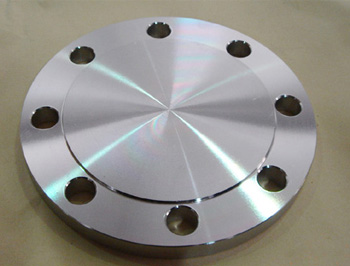
(5)反變形措施:根據(jù)實(shí)踐經(jīng)驗(yàn)或推算,預(yù)先在焊接件上向焊接變形相反的方向給以變形,焊接后這個(gè)預(yù)變形量剛好抵消,具體做法是:壓力容器筒節(jié)的縱縫對(duì)接處兩端頭壓弧時(shí),在發(fā)生焊接變形方向的相反向留出反變形量;組合式瓣形封頭和過(guò)渡段模具尺寸考慮抵消焊接變形的反變形量。碳鋼封頭是 罐形壓力容器的上下底,二是管道到頭了,不準(zhǔn)備再向前延伸了,那就用一個(gè)碳鋼封頭在把管子用焊接的形式密封住。和封頭的作用差不多的的產(chǎn)品有盲板和管帽,不過(guò)那兩種產(chǎn)品是可以拆卸的。而碳鋼封頭焊好了之后是不可以再拆卸的。
上一篇:半球形碳鋼封頭的加工工藝
下一篇:碳鋼封頭定制 找昌匯
