






巧割大封頭
大型循圓封頭采用手工創(chuàng)炬切舒和開坡口,割縫質(zhì)量差,勞動強度大,同時也難于與筒體的對裝間_隙。 我廠在制造直徑2280毫米、高750毫來的橢圓封頭時,采用半自動切割機來切割,割縫
03-12
2014
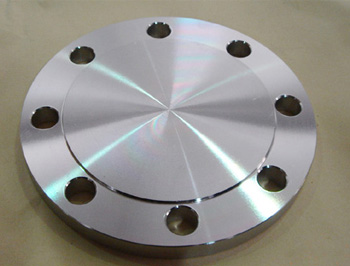
球形封頭設(shè)計壁厚
球形封頭 壁厚設(shè)計要求有哪些? 上下封頭成形后基層厚度不小于設(shè)計厚度(含腐蝕裕量)22.2mm。下面我們就介紹一下: 1、425,應(yīng)該分別是指復(fù)層板和基層板的厚度,上下封頭成形
03-11
2014
碳鋼封頭安裝后的分配
碳鋼封頭 在使用前首先要進行調(diào)試,以免在使用中出現(xiàn)一些不的危險,封頭使用時拉模應(yīng)完好,上模排氣孔不得堵死,對于拉伸S/DN不大于2%的薄壁封頭廠,其拉環(huán)直徑磨損量應(yīng)不大
03-10
2014
金屬焊接時出現(xiàn)缺陷及防止方法
一、氣孔 焊縫金屬產(chǎn)生的氣孔可分為:內(nèi)部氣孔,表面氣孔,接頭氣孔。 (1)內(nèi)部氣孔:有兩種形狀。一種是球狀氣孔多半是產(chǎn)生在焊縫的中部。產(chǎn)生的原因: a)焊接電流過大;
03-09
2014
Q345RR+316L復(fù)合板封頭熱處理新工藝
Q345RR+316L復(fù)合板封頭熱處理新工藝 Q345RR+316L復(fù)合板封頭,熱處理新工藝 由于產(chǎn)品技術(shù)要求高,如果按常規(guī)工藝制造該設(shè)備的封頭,將無法達到圖樣及相關(guān)技術(shù)要求。目前,國內(nèi)所用16MnR+904L復(fù)
03-08
2014
